
招商热线
186-0331-1587
石家庄注塑模具服务商润尚科技为您服务!
招商热线
186-0331-1587

名 称:开心彩票
联 系 人:芦经理
联系方式:18603311587
公司地址:栾城区308国道西许营交口
开心彩票网 址:http://fzxckj.com
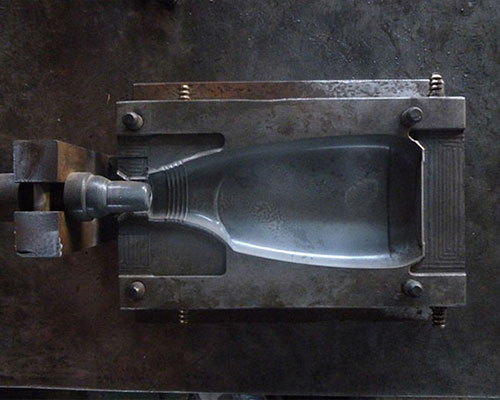
在注塑加工公司的模具加工过程中,浇口和浇口套粘在一起,很难去掉。开模时需要敲击喷嘴,松动的可以先松开再松开,不利于提高生产效率。下面介绍注塑加工公司在模具加工遇到问题后的解决方法。注塑时浇口出料故障:解决这个问题的办法是及时清洁门锥,提高表面光滑度花费。浇口需要采用标准件。更大的模具导致的问题:可以在一个小的表面上安装高强度的定位键,通常是圆柱键。加工时,定模和动模的位置要对正合模,保证同心度度数、同心度和垂直度。设计时,导柱和导套都需要满足热处理要求。

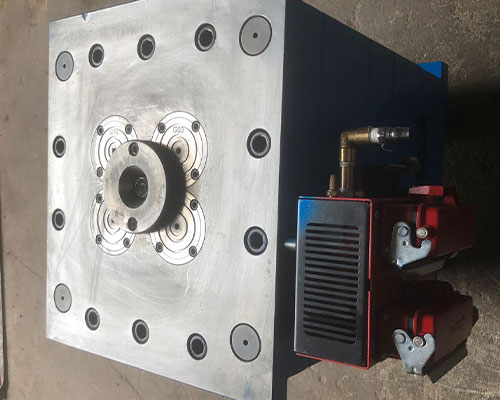
注塑加工公司对预硬钢塑料模具的热处理:预硬钢以预硬状态供应,一般不需要热处理,但有时需要改锻。修改后的模具毛坯需要进行热处理;预硬钢通常是预热球化退火,目的是去掉锻造应力,获得均匀的球塑造珠光体组织,降低硬度,增加塑性,提高模具毛坯的切削性能或冷挤压成形性能。注塑加工公司对预硬钢的预硬化工艺简单,大多经过调质处理,调质后得到回火索氏体组织。高温回火温度范围宽,可以满足模具的各种工作硬度要求。由于这种钢具有良好的淬透性,淬火时可采用油冷和空冷或硝酸分级淬火。
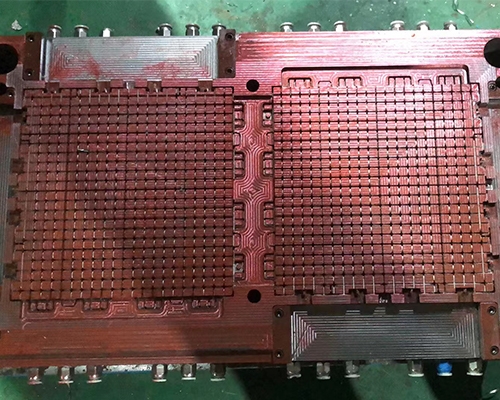
注塑加工公司在加工模具时遇到巨大的体积和重量问题:在加工大型模具时,如何应对自身庞大的尺寸和重量,是加工企业面临的主要挑战。注塑加工公司在对大型模具的加工时往往需要大量劳动力、专门设备、多次调试合模。加工精度也受很多潜在因素的影响,不易保证。在塑料模具产品的生产过程中,模具结构对零件的质量有着重要的影响。合理的浇注系统设计可以优化模具加工过程中聚合物熔体的温度场、流场和应力场;冷却系统的合理设计是保证冷却过程中冷却效率和均匀性的前提。根据成型方法的不同,可分为不同类型的模具。
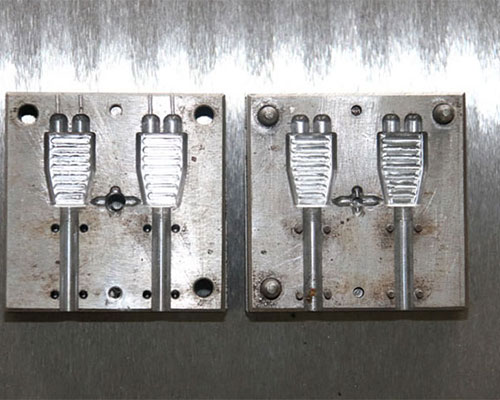
在我们注塑加工公司进行模具加工的时候,为提高生产效率,根据模具的模具应力分布不同,采用型腔和双型腔结构,型腔对称排列。分型面位于注塑件大的部位,这不但有利于注塑件的脱模,而且比较重要的部分是注塑件的几何公差部分是相同的。选择分型面以实现半形状。这样可以很好的保证注塑件的形状公差在合理的范围内。由于注塑加工公司开心彩票生产的注塑件体积小,尺寸公差要求高,可采用整体嵌件结构,通过电火花加工直接在嵌件上加工型腔。整体刀片具有强度高、刚性好、不变形等特点。
我国注塑加工公司目前的模具生产形势,与国外其他国家相比,在精密注塑模具的领域已经走出了起步阶段。从理性的角度来看,我国精密注塑模具还存在很多不足和不足。需要开发商业软件,通过信息网络实现模具的技术价值和技术服务与技术转让。在注塑加工公司开心彩票生产精密注塑模具的整个过程中,商业软件有很大的发展空间和使用价值。但就整体而言,商业软件的开发还比较欠缺。因此,在未来的开发过程中,还是需要开发商业软件。未来充满了可能性,塑料模具的设计与制造也充满了期待。掌握秘诀,勇敢前行。


